在電機馬達生產(chǎn)中,轉(zhuǎn)子與鋁殼的過盈配合(過盈量 0.03-0.1mm)需通過 “熱脹冷縮” 實現(xiàn)無損傷裝配,高頻加熱機對鋁殼的局部快速加熱,配合人工或半自動裝配,成為兼顧效率與精度的主流模式,其工藝邏輯與應用價值如下:
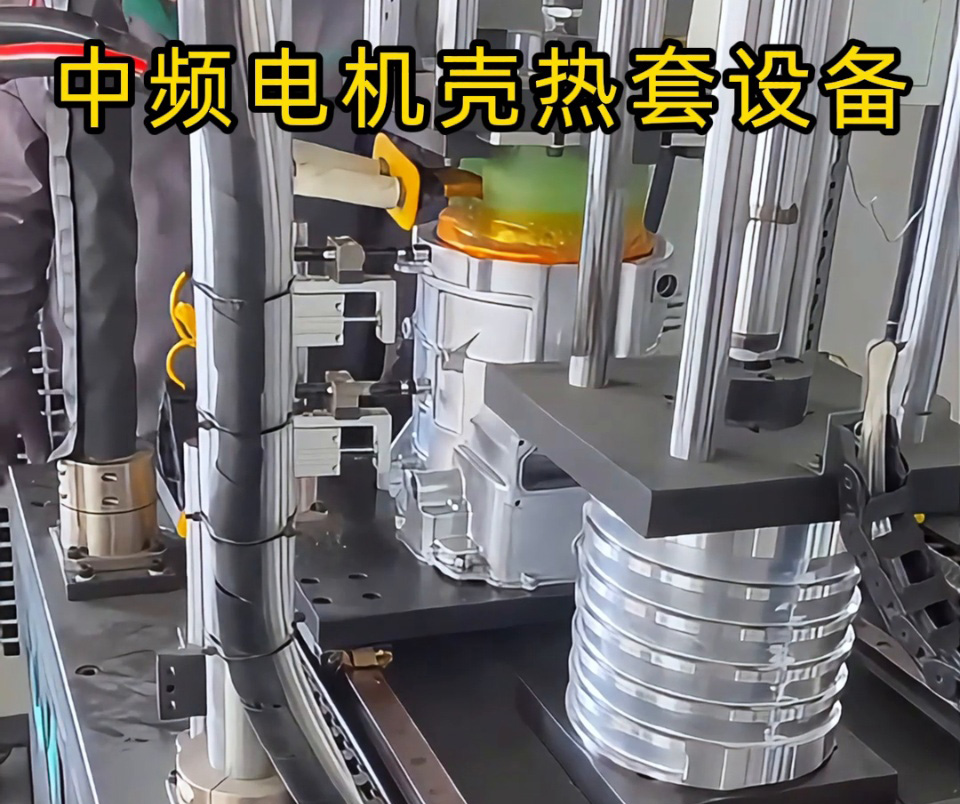
子與殼體的高效精密結(jié)合(圖1)")
電機鋁殼(多為 ADC12 壓鑄鋁合金)與轉(zhuǎn)子的裝配依賴 “過盈配合”—— 鋁殼內(nèi)徑常溫下略小于轉(zhuǎn)子外徑,通過高頻加熱使鋁殼內(nèi)孔膨脹,形成裝配間隙:
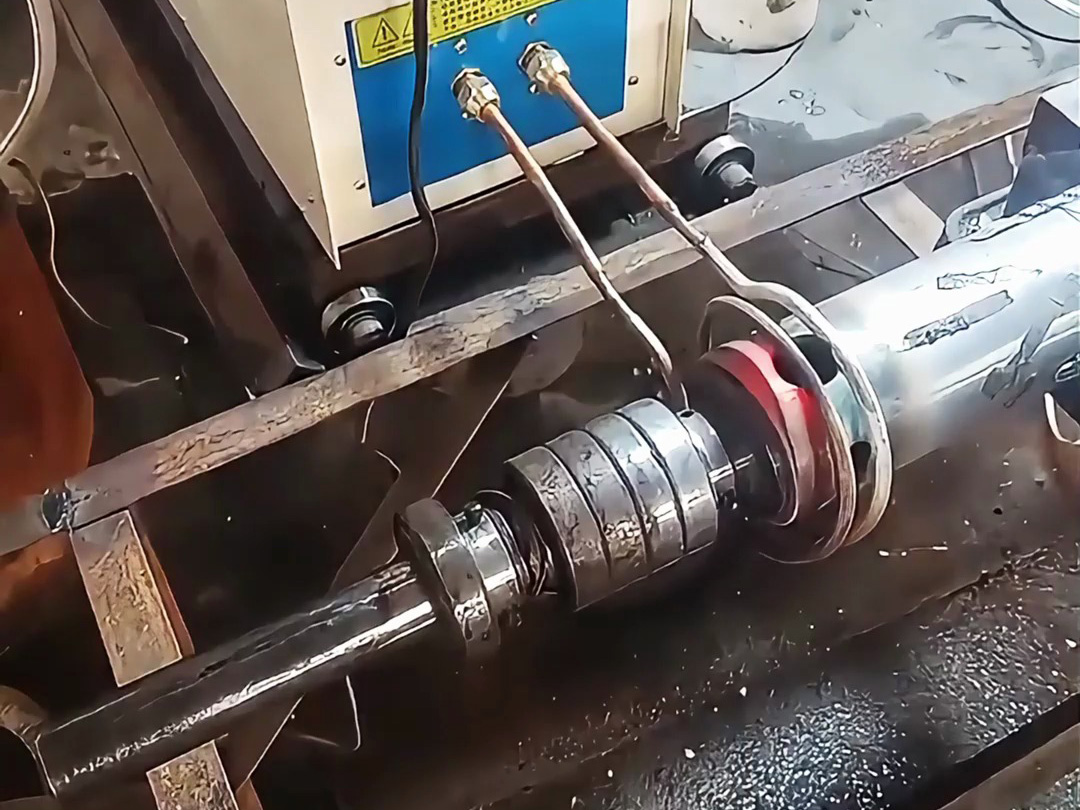
子與殼體的高效精密結(jié)合(圖2)")
相比傳統(tǒng)的烘箱整體加熱或油浴加熱,高頻加熱在電機鋁殼熱裝配中優(yōu)勢顯著:
鋁殼壁薄(通常 3-5mm)且結(jié)構(gòu)復雜(帶散熱筋、安裝孔),整體加熱易導致:
- 散熱筋與殼體主體熱膨脹不一致,產(chǎn)生翹曲(變形量≥0.1mm);
- 安裝孔位偏移,影響后續(xù)端蓋裝配精度。
而高頻加熱僅作用于內(nèi)孔配合面,鋁殼其他區(qū)域溫度≤50℃,內(nèi)孔圓度誤差≤0.02mm,完全滿足裝配要求(配合間隙≤0.01mm)。
高頻加熱利用鋁的渦流發(fā)熱特性(非磁性金屬需較高頻率),使鋁殼內(nèi)孔在 15-30 秒內(nèi)達到目標溫度(120-180℃),較烘箱加熱(10-15 分鐘)效率提升 20 倍以上。某電機廠數(shù)據(jù)顯示:采用高頻加熱后,單班(8 小時)可完成 1500-2000 臺電機的熱裝配,產(chǎn)能提升 3 倍。
更換電機型號時,僅需:
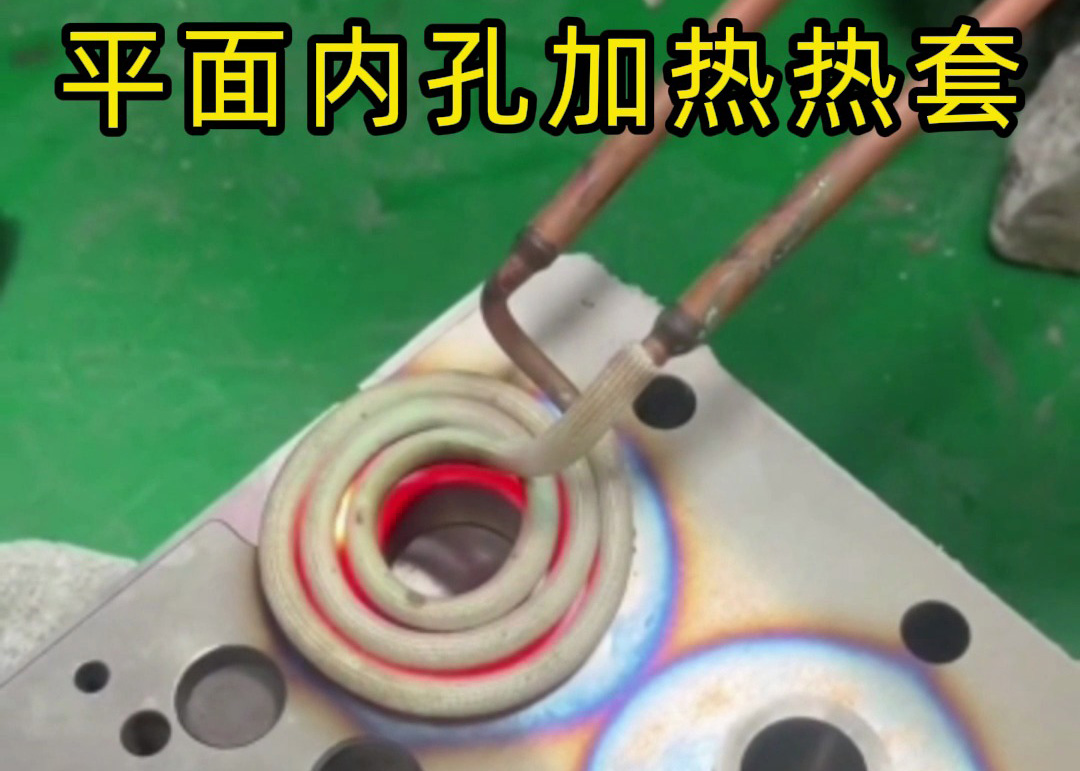
子與殼體的高效精密結(jié)合(圖3)")
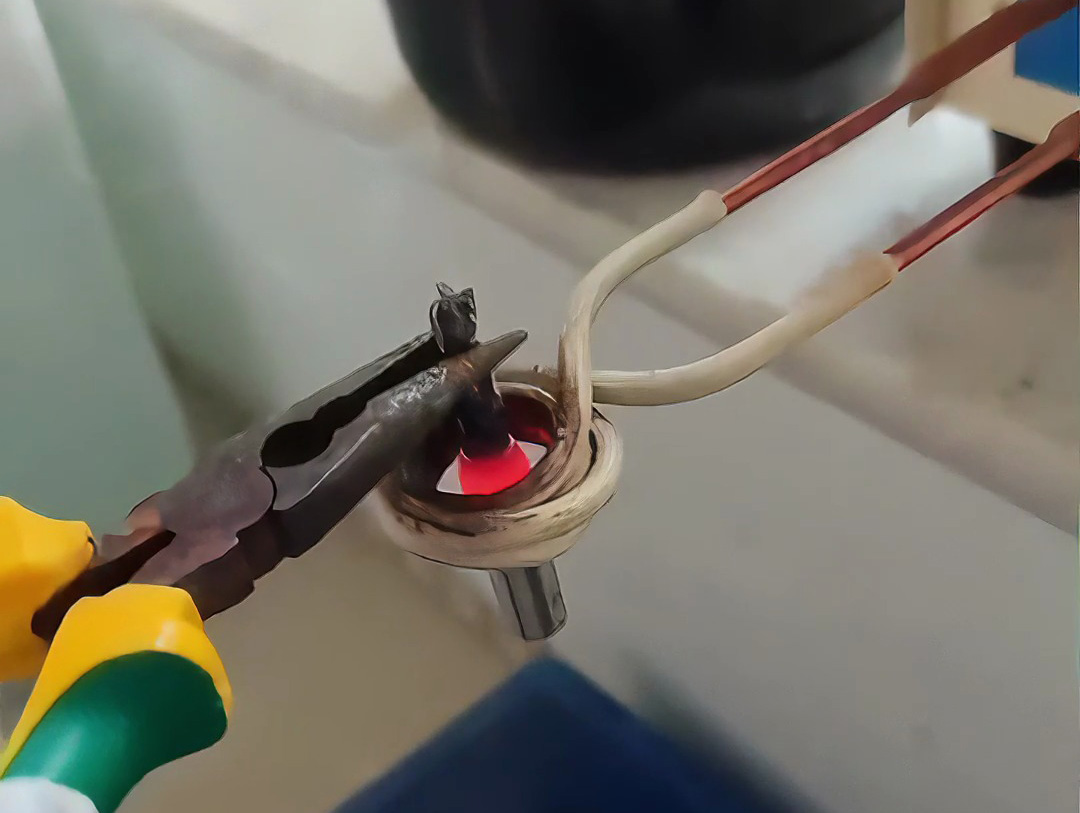
- 上料定位:工人將電機鋁殼放置在工裝中,確保內(nèi)孔軸線與感應線圈同軸(偏差≤0.5mm),避免加熱不均;
- 高頻加熱:啟動設(shè)備,線圈對鋁殼內(nèi)孔區(qū)域加熱,通過紅外測溫或時間控制(如設(shè)定 20 秒)確保溫度達標;
- 快速裝配:加熱完成后,工人立即將轉(zhuǎn)子對準鋁殼內(nèi)孔推入(此時內(nèi)孔膨脹,插入阻力≤100N),定位銷輔助固定轉(zhuǎn)子軸向位置;
冷卻固化:裝配后靜置 5-10 分鐘,鋁殼自然冷卻收縮,與轉(zhuǎn)子形成緊密結(jié)合,進入下一工序(端蓋安裝)。
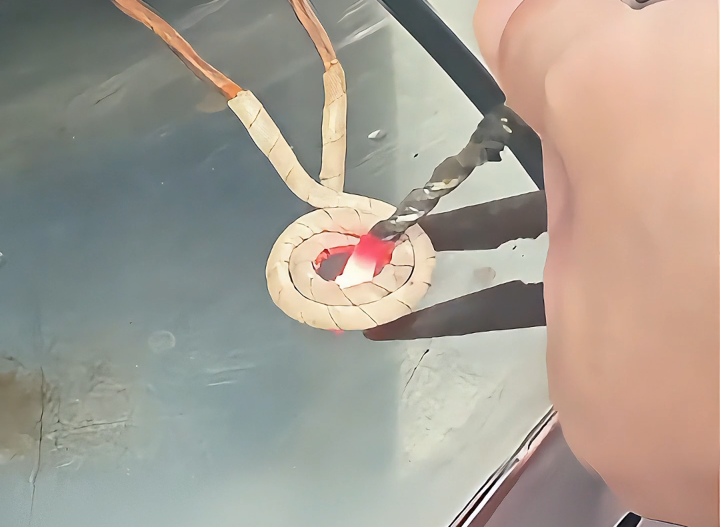
子與殼體的高效精密結(jié)合(圖4)")
- 溫度精度:鋁殼加熱溫度偏差需≤±5℃(過高導致鋁殼過熱變形,過低則內(nèi)孔膨脹不足,裝配困難);
- 加熱均勻性:線圈需與鋁殼外圓保持 2-3mm 均勻間隙,確保內(nèi)孔圓周方向膨脹一致(圓度誤差≤0.01mm);
- 裝配時機:從加熱完成到轉(zhuǎn)子插入需在 1 分鐘內(nèi)完成(鋁殼散熱快,超過時間會因收縮導致裝配阻力驟增)。
這種高頻加熱熱裝配模式,完美解決了電機鋁殼與轉(zhuǎn)子 “過盈配合難裝配、硬裝易損傷” 的痛點,在中小型電機(功率 0.5-10kW)生產(chǎn)中普及率超 90%。其核心價值不僅在于提升裝配效率(單臺耗時≤1 分鐘),更在于通過無損傷裝配保障電機運行精度(轉(zhuǎn)子與殼體同心度≤0.02mm),從而降低電機運行噪音與能耗,成為電機批量生產(chǎn)中 “低成本、高可靠” 的關(guān)鍵工藝。
|