還在依賴傳統(tǒng)焊接處理鋁管連接?鋁管高頻釬焊技術(shù)已憑借 “效率翻倍、無明火、溫度可控” 的核心優(yōu)勢,成為現(xiàn)代鋁管連接的理想方案。尤其對輕質(zhì)、高導(dǎo)熱的鋁材而言,傳統(tǒng)焊接易出現(xiàn)燒穿、氧化、變形等問題,而海瑞拓高頻釬焊機(jī)通過局部快速加熱、精準(zhǔn)控溫的特性,完美解決這些痛點(diǎn),在制冷、空調(diào)、新能源汽車等領(lǐng)域展現(xiàn)出驚人優(yōu)勢,徹底刷新對鋁管焊接的認(rèn)知。
焊接!鋁管高頻釬焊技術(shù)憑這幾大優(yōu)勢顛覆認(rèn)知,海瑞拓高頻釬焊機(jī)成效率利器(圖1)")
鋁材的物理特性(熔點(diǎn)低 660℃、導(dǎo)熱快、表面易形成氧化膜 Al?O?)讓傳統(tǒng)焊接(如火焰焊、氬弧焊)面臨多重挑戰(zhàn):
- 火焰焊:明火加熱范圍大,鋁管壁厚通常僅 0.8-2mm,極易因過熱燒穿;氧化膜難以去除,焊縫易出現(xiàn)氣孔、虛焊,泄漏率高達(dá) 5% 以上。
- 氬弧焊:電弧溫度高(≥3000℃),鋁管易變形(直線度偏差≥0.5mm/m),且需專業(yè)焊工操作,批量生產(chǎn)時合格率波動大(70-80%)。
而高頻感應(yīng)釬焊通過電磁感應(yīng)局部加熱,直擊傳統(tǒng)焊接的痛點(diǎn):
焊接!鋁管高頻釬焊技術(shù)憑這幾大優(yōu)勢顛覆認(rèn)知,海瑞拓高頻釬焊機(jī)成效率利器(圖2)")
- 加熱速度:高頻電流(100-200kHz)通過感應(yīng)線圈產(chǎn)生強(qiáng)磁場,鋁管接頭因渦流效應(yīng)快速升溫,從室溫到釬料熔化僅需 3-8 秒,加上裝夾時間,單接頭焊接總耗時≤10 秒,是火焰焊(30-40 秒 / 個)的 3-4 倍效率。
- 連續(xù)生產(chǎn):可集成于流水線,配合自動送料、定位裝置,單臺設(shè)備每小時可焊接 300-500 個接頭,滿足空調(diào)、熱交換器的批量生產(chǎn)需求。
焊接!鋁管高頻釬焊技術(shù)憑這幾大優(yōu)勢顛覆認(rèn)知,海瑞拓高頻釬焊機(jī)成效率利器(圖3)")
- 無明火隱患:摒棄氧氣瓶、乙炔瓶,通過電加熱實(shí)現(xiàn)焊接,徹底消除明火引發(fā)火災(zāi)的風(fēng)險(xiǎn),特別適合新能源汽車電池艙等易燃易爆環(huán)境的鋁管焊接。
- 清潔生產(chǎn):無煙氣、無弧光,僅產(chǎn)生少量釬劑揮發(fā)物(可通過簡單排風(fēng)處理),車間粉塵濃度≤1mg/m3,符合現(xiàn)代工廠環(huán)保標(biāo)準(zhǔn),工人無需佩戴厚重防護(hù)裝備。
海瑞拓高頻釬焊機(jī)可適配不同規(guī)格鋁管的焊接,滿足多行業(yè)需求:
焊接!鋁管高頻釬焊技術(shù)憑這幾大優(yōu)勢顛覆認(rèn)知,海瑞拓高頻釬焊機(jī)成效率利器(圖4)")
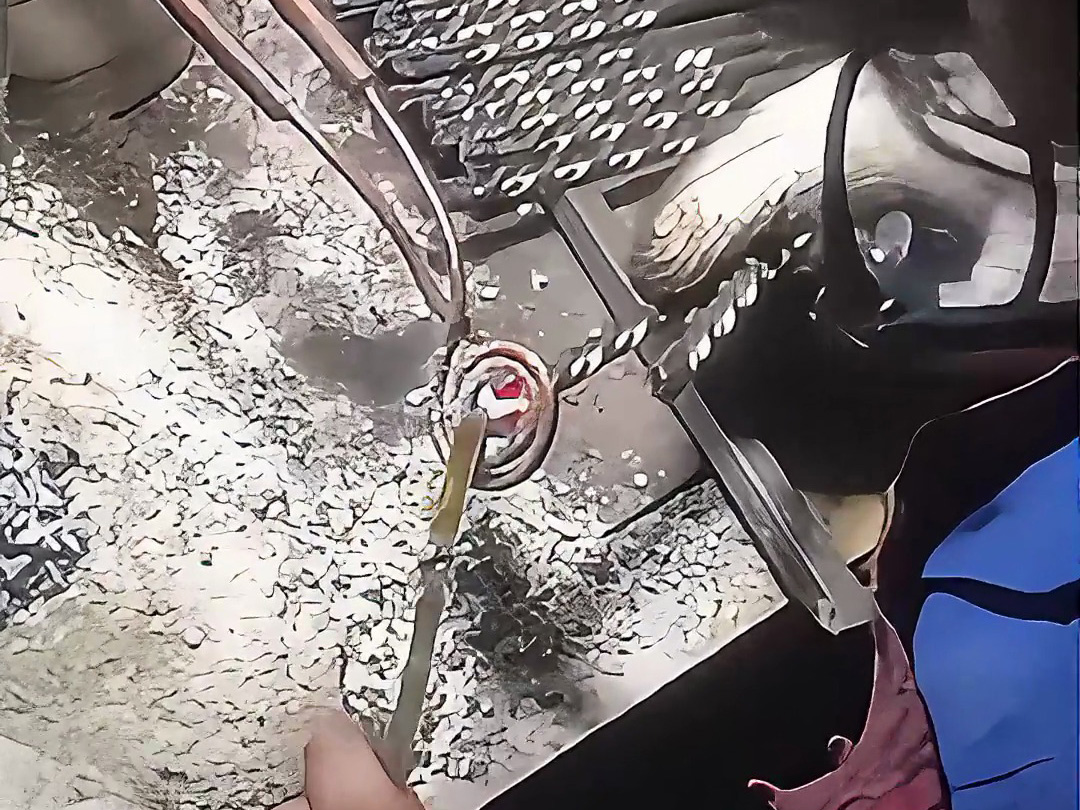
以直徑 12mm 的 6063 鋁管承插焊接為例:
- 預(yù)處理:用不銹鋼絲刷清理接頭表面,涂抹鋁專用釬劑(破除氧化膜),在間隙處放置鋁硅釬料環(huán)(厚度 0.3mm);
- 定位加熱:將 U 型感應(yīng)線圈扣合在接頭處(線圈與管壁間隙 1mm),啟動設(shè)備,6 秒內(nèi)溫度升至 620℃,釬料熔化并沿間隙滲透;
- 冷卻檢測:自然冷卻 10 秒后,焊縫形成均勻的銀白色釬環(huán),用氦質(zhì)譜檢漏儀檢測無泄漏,彎曲 90° 無開裂,即完成合格焊接。
焊接!鋁管高頻釬焊技術(shù)憑這幾大優(yōu)勢顛覆認(rèn)知,海瑞拓高頻釬焊機(jī)成效率利器(圖5)")
鋁管高頻釬焊技術(shù)的優(yōu)勢,本質(zhì)是用 “精準(zhǔn)可控的能量” 替代 “粗放的加熱方式”,讓鋁材這種難焊材料的連接變得高效、可靠、安全。海瑞拓高頻釬焊機(jī)作為這一技術(shù)的載體,不僅是設(shè)備的升級,更是鋁管焊接工藝的革新 —— 無論是追求效率的批量生產(chǎn),還是苛求質(zhì)量的精密制造,它都能成為提升競爭力的關(guān)鍵工具,讓你徹底告別傳統(tǒng)焊接的種種困擾。
|