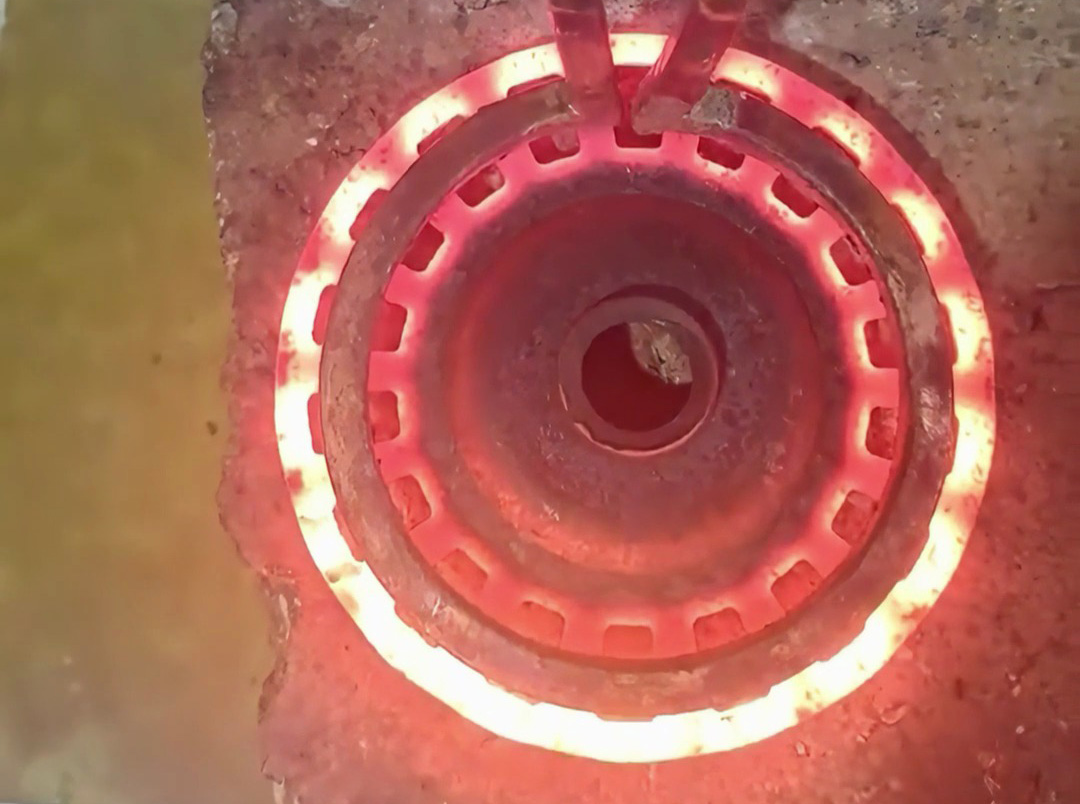
直徑超 1.8 米的大型齒輪(多應用于礦山機械、冶金設備的傳動系統(tǒng)),單齒淬火熱處理的核心要求是每個齒面的硬度、淬硬層深度完全一致(偏差需≤±1HRC、±0.2mm),否則會因受力不均導致局部早期磨損或斷裂。視頻中 “吊裝 + 人工轉動” 的淬火方式,看似簡單卻隱藏著難以克服的缺陷,而臥式淬火機床通過機械精準控制,成為超大齒輪淬火的唯一可靠方案。
直徑 1.8 米的齒輪重量通常超過 幾百公斤,人工轉動時的操作誤差幾乎無法避免,直接導致淬火不均勻:
人工推動齒輪轉動時,受體力波動影響,轉速會在 0.5-2r/min 間劇烈變化(甚至中途停頓)。而單齒淬火要求每個齒的加熱時間必須嚴格一致(通常 8-15 秒 / 齒),轉速波動會導致:
- 轉速過慢的齒:加熱時間過長,表面過熱導致晶粒粗大(硬度驟降 3-5HRC,且易產(chǎn)生裂紋);
- 轉速過快的齒:加熱時間不足,奧氏體化不充分(硬度僅達要求的 80%,耐磨性不足)。
某重型機械廠曾測試:人工轉動淬火的齒輪,相鄰齒面硬度差最大達 8HRC,完全不符合使用要求。
單齒淬火需感應線圈與齒面保持精準間隙(3-5mm),且正對齒面中心(偏離≤1mm)。但人工轉動時:
- 齒輪吊裝后因重力下垂,會產(chǎn)生 0.5-1° 的傾斜,導致不同齒面與線圈的間隙差達 2-3mm(間隙過大加熱不足,過小局部過熱);
- 人工目視定位時,易因齒輪轉動慣性導致線圈與齒根 / 齒頂錯位,使淬硬層 “偏芯”(齒根未淬硬或齒頂過度硬化)。
這種偏差會直接導致齒面受力最集中的 “節(jié)圓處” 耐磨性不足,成為齒輪失效的薄弱點。
單齒淬火的冷卻需在加熱結束后 0.5 秒內(nèi)啟動,且冷卻水流需沿齒面均勻噴淋(壓力 0.4-0.6MPa)。但人工操作時:
- 冷卻開關由人工控制,易因反應延遲導致冷卻滯后(超過 1 秒會使齒面溫度回落 50-100℃,馬氏體轉變不充分);
- 齒輪晃動導致冷卻噴頭與齒面相對位置變化,部分區(qū)域水量不足(形成 “軟點”),部分區(qū)域水量過大(導致齒面開裂)。
針對超大齒輪的特性,臥式淬火機床通過四重機械控制,從根源上消除人工操作的變量:
- 采用伺服電機驅(qū)動齒輪轉動,轉速精度控制在 ±0.05r/min(如設定 1r/min,實際波動僅 0.95-1.05r/min),確保每個齒的加熱時間偏差≤0.2 秒;
- 齒輪通過兩端頂尖定位(同軸度誤差≤0.03mm),配合液壓夾緊裝置,轉動時徑向跳動≤0.05mm,避免傾斜或晃動。
- 感應線圈采用 “仿齒形設計”,并通過數(shù)控滑臺自動調(diào)整與齒面的間隙(實時監(jiān)測,偏差超過 0.5mm 時自動補償);
- 配備激光定位系統(tǒng),線圈中心與齒面中心的對位誤差≤0.3mm,確保每個齒的加熱區(qū)域完全一致(覆蓋齒面 80% 以上面積)。
- 加熱結束瞬間(由紅外測溫儀觸發(fā)),機床自動啟動環(huán)形噴淋裝置,冷卻壓力穩(wěn)定在 0.5MPa(波動≤±0.02MPa),水流沿齒面弧度均勻分布;
- 每淬完 1 個齒,系統(tǒng)自動記錄該齒的加熱溫度、冷卻速度,若偏離預設值(如溫度超過 900℃),立即停機報警,避免批量缺陷。
臥式機床的床身長度可達 5 米以上,承重≥5 噸,完全適配直徑 1.8 米以上的齒輪;同時配備自動上料機構(替代人工吊裝),齒輪裝夾定位時間從人工的 30 分鐘縮短至 5 分鐘,且定位精度提升 10 倍。
超大齒輪的單齒承載可達數(shù)噸,若淬火不均勻:
- 硬度低的齒會先磨損,導致相鄰齒受力驟增(負荷集中),形成 “惡性循環(huán)”,整齒壽命可能縮短至設計值的 1/3;
- 淬硬層深度不一的齒,在沖擊載荷下(如礦山設備啟動 / 制動),易從淺硬化層區(qū)域產(chǎn)生疲勞裂紋,引發(fā)斷齒事故(修復成本超 10 萬元)。
某冶金設備廠的數(shù)據(jù)顯示:臥式機床淬火的超大齒輪,使用壽命達 8000 小時以上;而人工淬火的同規(guī)格齒輪,平均壽命僅 2000 小時,且斷齒故障率高達 15%。
對于直徑超 1.8 米的大型齒輪,單齒淬火的 “均勻性” 不是 “99% 概率不均勻”,而是 “必然存在顯著偏差”—— 人工操作的體力、精度極限根本無法滿足工藝要求。臥式淬火機床通過機械自動化與參數(shù)閉環(huán)控制,成為超大齒輪淬火的 “剛需設備”,其價值不僅在于保證質(zhì)量,更在于避免因淬火缺陷導致的設備停機與安全風險。
|