在機械零件熱處理中,內(nèi)孔(如液壓缸筒內(nèi)孔、軸承套圈內(nèi)徑、齒輪內(nèi)孔)的均勻淬火一直是難點 —— 傳統(tǒng)加熱方式(如火焰加熱、電阻加熱)受限于內(nèi)孔狹窄的空間,要么加熱線圈無法深入,要么熱量集中在局部導(dǎo)致 “一邊過熱、一邊未達標”,嚴重影響零件的耐磨性和使用壽命。而高頻感應(yīng)淬火技術(shù)憑借 “非接觸加熱、精準控溫、快速升溫” 的核心優(yōu)勢,完美適配內(nèi)孔的特殊加熱場景,輕松解決均勻性難題,成為內(nèi)孔淬火的優(yōu)選方案。
孔加熱不均不用愁!高頻感應(yīng)淬火技術(shù),精準攻克受限空間加熱難題(圖1)")
內(nèi)孔淬火的核心挑戰(zhàn)在于 “空間受限 + 加熱盲區(qū)”,傳統(tǒng)方式的缺陷直接導(dǎo)致均勻性差:
火焰加熱:熱量分散,易留加熱死角
火焰加熱需將火焰槍伸入內(nèi)孔,但內(nèi)孔直徑小(如 φ30-100mm)、深度深(如 200-500mm)時,火焰難以均勻覆蓋整個內(nèi)孔壁,靠近孔口的區(qū)域易被過度加熱(溫度超 1000℃,導(dǎo)致氧化燒損),而孔底或孔壁凹槽處則可能溫度不足(未達到淬火溫度 850-900℃),最終內(nèi)孔壁淬硬層厚度差可達 1-2mm,無法滿足精密零件需求(如液壓缸筒內(nèi)孔要求淬硬層均勻度誤差≤0.3mm)。
電阻加熱:接觸式加熱,適配性差
電阻加熱需將加熱棒緊貼內(nèi)孔壁,但內(nèi)孔若有錐度、臺階或不規(guī)則形狀,加熱棒無法完全貼合,導(dǎo)致局部接觸不良、熱量傳遞受阻;且電阻加熱升溫慢(從常溫到淬火溫度需 5-10 分鐘),熱量易向零件基體傳導(dǎo),造成內(nèi)孔壁與基體溫差小,淬硬層深度不足,還可能導(dǎo)致零件整體變形。
傳統(tǒng)感應(yīng)加熱:線圈設(shè)計受限,磁場不均
早期感應(yīng)加熱的內(nèi)孔線圈多為 “直筒式”,無法根據(jù)內(nèi)孔形狀調(diào)整,線圈與內(nèi)孔壁間隙不均勻(如孔口間隙 2mm、孔底間隙 5mm),導(dǎo)致磁場強度差異大,間隙小的區(qū)域熱量過度集中,間隙大的區(qū)域加熱不足,均勻性仍難保障。
孔加熱不均不用愁!高頻感應(yīng)淬火技術(shù),精準攻克受限空間加熱難題(圖2)")
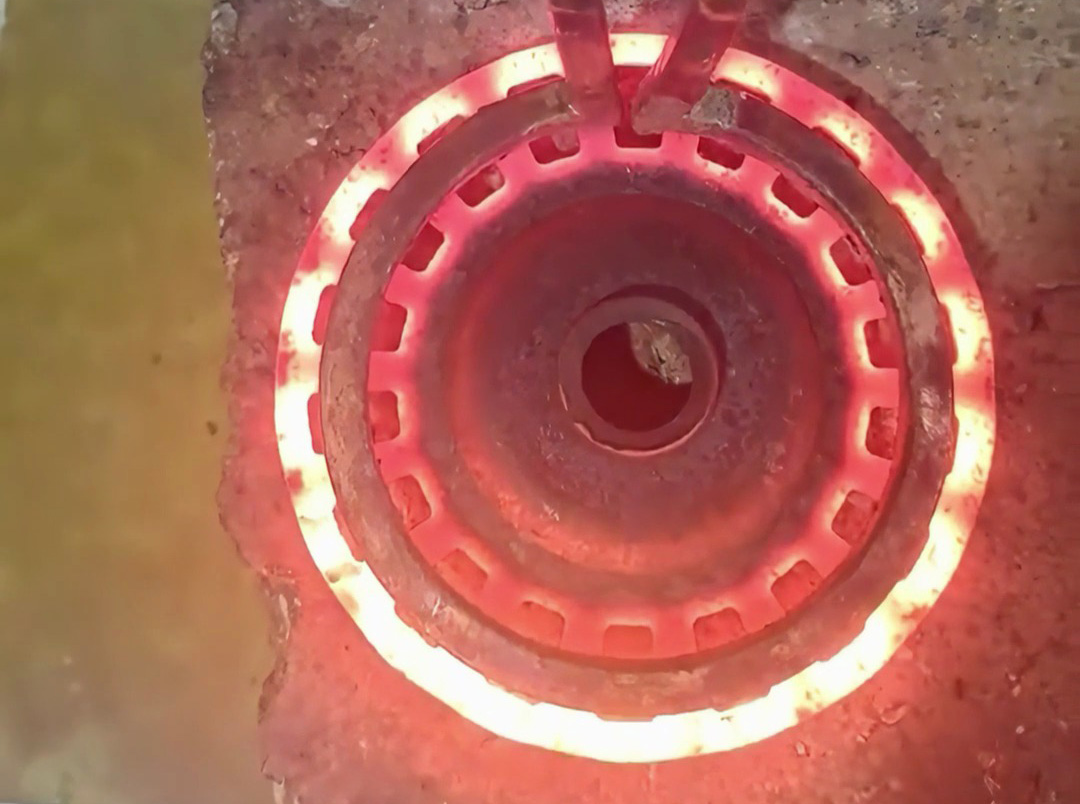
高頻感應(yīng)淬火(通常選用 100-400kHz 高頻電源)針對內(nèi)孔的 “空間受限、均勻性要求高” 特點,從加熱原理、線圈設(shè)計、控溫方式三方面突破,實現(xiàn)均勻加熱:
高頻感應(yīng)加熱無需加熱元件與內(nèi)孔壁直接接觸,只需將定制的細長感應(yīng)線圈伸入內(nèi)孔即可 —— 線圈直徑可做到 φ10-80mm(適配不同內(nèi)孔直徑),長度可定制至 1000mm 以上(適配深孔),哪怕是 φ30mm×500mm 的細長內(nèi)孔,線圈也能輕松深入,且線圈與內(nèi)孔壁保持均勻間隙(通常 1-3mm),避免傳統(tǒng)接觸式加熱的 “貼合難題”,從空間上為均勻加熱奠定基礎(chǔ)。
針對不同內(nèi)孔形狀(直孔、錐孔、臺階孔),高頻感應(yīng)淬火可設(shè)計專用異形線圈,確保磁場均勻覆蓋內(nèi)孔壁:
- 直孔線圈:采用 “螺旋式細長線圈”,線圈匝數(shù)、間距根據(jù)內(nèi)孔直徑計算(如 φ50mm 內(nèi)孔用 10 匝線圈,間距 5mm),磁場沿內(nèi)孔軸向均勻分布,避免孔口與孔底的溫度差;
- 臺階孔線圈:針對帶臺階的內(nèi)孔(如一端 φ50mm、一端 φ60mm),線圈設(shè)計為 “變徑螺旋式”,臺階處線圈匝數(shù)加密,補償直徑變化導(dǎo)致的磁場衰減,確保臺階兩側(cè)溫度一致;
- 錐孔線圈:線圈制成與錐孔貼合的 “錐形螺旋式”,線圈與錐孔壁間隙始終保持 2mm,磁場強度沿錐面均勻,避免大端過熱、小端欠熱。
通過定制線圈,高頻感應(yīng)加熱可讓內(nèi)孔壁各區(qū)域的磁場強度誤差≤5%,加熱溫度差控制在 ±10℃內(nèi),從根源上解決均勻性問題。
高頻感應(yīng)加熱的 “快速升溫” 特性,能大幅縮短內(nèi)孔壁的加熱時間(通常 3-8 秒即可達到淬火溫度),減少熱量向零件基體傳導(dǎo),避免因 “長時間加熱導(dǎo)致的溫度不均”:
- 加熱時,高頻電流通過線圈產(chǎn)生交變磁場,內(nèi)孔壁在磁場作用下自身生熱(集膚效應(yīng)讓熱量集中在表層 1-3mm,恰好是淬硬層所需深度),升溫速度可達 200-300℃/s,內(nèi)孔壁從常溫到 850℃僅需 4-5 秒;
- 達到淬火溫度后,立即通過線圈內(nèi)置的冷卻水路(或外部噴淋系統(tǒng))向內(nèi)孔壁噴水,快速冷卻(冷卻速度≥50℃/s),讓內(nèi)孔壁表層迅速形成馬氏體組織,同時避免熱量擴散導(dǎo)致的基體變形。
這種 “短時加熱 + 即時冷卻” 的模式,不僅保證了內(nèi)孔壁的均勻淬火,還能減少零件整體受熱,變形量可控制在≤0.02mm/m(如液壓缸筒內(nèi)孔淬火后直線度誤差≤0.03mm),遠優(yōu)于傳統(tǒng)方式。
孔加熱不均不用愁!高頻感應(yīng)淬火技術(shù),精準攻克受限空間加熱難題(圖3)")
高頻感應(yīng)淬火技術(shù)已廣泛應(yīng)用于各類需要內(nèi)孔強化的機械零件,尤其適配以下場景:
- 液壓缸筒內(nèi)孔:液壓系統(tǒng)中,液壓缸筒內(nèi)孔需承受高壓油的摩擦和沖擊,高頻感應(yīng)淬火可讓內(nèi)孔壁形成 1.5-2.5mm 的均勻淬硬層(硬度 HRC58-62),耐磨性提升 3-5 倍,避免傳統(tǒng)加熱導(dǎo)致的內(nèi)孔橢圓;
- 軸承套圈內(nèi)徑:軸承套圈內(nèi)徑與軸頸配合,需高硬度和高精度,高頻感應(yīng)淬火通過 “薄壁線圈” 實現(xiàn)內(nèi)徑均勻加熱,淬硬層深度誤差≤0.2mm,保證套圈與軸頸的配合精度(IT5 級);
- 齒輪內(nèi)孔:齒輪內(nèi)孔與傳動軸過盈配合,需局部強化(避免整體淬火導(dǎo)致的齒面變形),高頻感應(yīng)淬火可精準加熱內(nèi)孔壁,不影響齒面硬度,同時保證內(nèi)孔淬硬層均勻,提升配合穩(wěn)定性;
- 模具導(dǎo)套內(nèi)孔:模具導(dǎo)套需引導(dǎo)導(dǎo)柱做高速往復(fù)運動,內(nèi)孔壁易磨損,高頻感應(yīng)淬火可讓內(nèi)孔壁形成均勻淬硬層,表面粗糙度 Ra≤0.8μm,減少導(dǎo)柱與導(dǎo)套的摩擦損耗。
總之,針對內(nèi)孔加熱不均的痛點,高頻感應(yīng)淬火技術(shù)通過 “非接觸深入、定制線圈控磁、快速精準控溫” 的組合拳,徹底解決了受限空間的均勻加熱難題。無論是精密液壓缸筒、軸承套圈,還是模具導(dǎo)套,都能通過高頻感應(yīng)淬火實現(xiàn)內(nèi)孔的 “高硬度、高均勻性、低變形” 強化,為機械零件的長期穩(wěn)定運行提供可靠保障,是內(nèi)孔熱處理領(lǐng)域的技術(shù)突破。
|