金屬表面熱處理(如淬火、退火)的設(shè)備選擇并非 “一刀切”,高頻淬火機(jī)憑借高效、精準(zhǔn)的特性,能覆蓋大部分場(chǎng)景;但針對(duì)特殊需求(如超淺層硬化、大尺寸工件),則可靈活搭配超高頻、超音頻或中頻淬火設(shè)備。以下是不同設(shè)備的適用邊界與選型邏輯,幫你找到最合適的解決方案。
備選型:高頻為主,超高頻、超音頻、中頻為輔,總有一款適合你(圖1)")
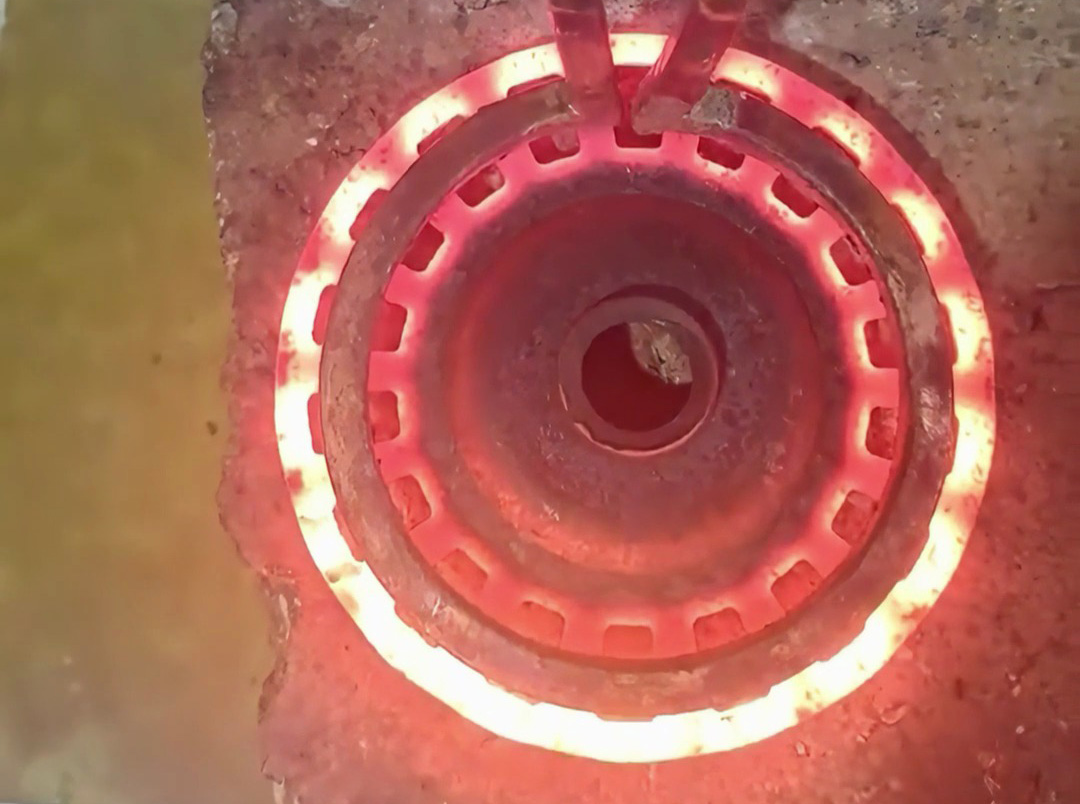
高頻淬火機(jī)(頻率 10-100kHz)是金屬表面熱處理的 “主力機(jī)型”,憑借集膚效應(yīng)強(qiáng)、加熱速度快的特點(diǎn),適用于絕大多數(shù)中小尺寸工件的表面淬火:
- 中小直徑軸類:如 φ10-80mm 的電機(jī)軸、傳動(dòng)軸,淬火后軸頸表面硬度達(dá) HRC58-62,淬硬層深度 0.5-3mm;
- 齒輪、鏈輪:直齒輪、鏈輪的齒面淬火,高頻電流聚焦齒面,避免齒芯過(guò)熱,保證 “硬齒面 + 韌齒芯”;
- 平板類零件:如機(jī)床導(dǎo)軌、模具刃口,可實(shí)現(xiàn)局部條狀淬火,耐磨性提升 3-5 倍。
備選型:高頻為主,超高頻、超音頻、中頻為輔,總有一款適合你(圖2)")
當(dāng)需要0.1-0.5mm 的超淺層淬硬層(如精密刀具、儀表零件),高頻機(jī)難以滿足,超高頻淬火設(shè)備(頻率 100-500kHz)是最佳選擇:
- 薄片零件:如厚度 0.5-2mm 的彈簧片、鋸片,淬火后表面硬度 HRC60-63,避免整體加熱導(dǎo)致的脆化;
- 精密模具刃口:如沖壓模具的細(xì)小刃口(寬度≤1mm),超高頻可精準(zhǔn)加熱刃口尖端,淬硬層僅 0.2mm,不影響模具整體韌性。
備選型:高頻為主,超高頻、超音頻、中頻為輔,總有一款適合你(圖3)")
超音頻淬火設(shè)備(頻率 20-50kHz)介于高頻與中頻之間,淬硬層深度 1-5mm,適合需要 “較深硬化層但又無(wú)需中頻機(jī)大功率” 的場(chǎng)景:
- 中大型齒輪:如模數(shù) 5-10 的齒輪,齒面淬硬層需 3-4mm,超音頻可兼顧加熱效率與硬化層深度;
- 厚壁管件:如 φ80-150mm 的液壓管件內(nèi)壁淬火,超音頻線圈可伸入管內(nèi),實(shí)現(xiàn)均勻加熱。
備選型:高頻為主,超高頻、超音頻、中頻為輔,總有一款適合你(圖4)")
當(dāng)中頻淬火機(jī)(頻率 500Hz-10kHz)的淬硬層深度可達(dá) 5-15mm,且能加熱大尺寸工件,是高頻機(jī) “力不從心” 時(shí)的替代方案:
- 大型軸類、軋輥:如直徑 150-500mm 的軋鋼機(jī)軋輥,表面淬火需 8-10mm 淬硬層,中頻機(jī)可實(shí)現(xiàn)整體均勻加熱;
- 厚板、大型結(jié)構(gòu)件:如厚度 20-50mm 的鋼板局部淬火,中頻電流滲透深,避免 “表面過(guò)熱、內(nèi)部未淬透”。
備選型:高頻為主,超高頻、超音頻、中頻為輔,總有一款適合你(圖5)")
金屬表面熱處理的設(shè)備選擇,核心是 “按需匹配”:大部分常規(guī)場(chǎng)景用高頻機(jī)即可高效解決;需要超淺層硬化選超高頻,中等深度選超音頻,大尺寸深硬化層則選中頻。從精密零件到重型工件,從 0.1mm 到 15mm 淬硬層,總有一款設(shè)備能精準(zhǔn)滿足需求,無(wú)需局限于單一機(jī)型。
|