合金鋸齒(如硬質(zhì)合金鋸齒、金剛石鋸齒)與基體(鋼質(zhì)鋸體)的連接需兼顧強度與精度 —— 焊縫需承受切割時的高頻沖擊(抗拉強度≥300MPa),且鋸齒定位偏差≤0.1mm(確保切割平整)。海瑞拓高頻焊機憑借 “快速加熱 + 精準控溫” 特性,完美實現(xiàn)合金鋸齒與鋼基體的高效焊接,成為墻鋸、金剛石鋸片等工具制造的核心設備。
")
傳統(tǒng)合金鋸齒焊接(如氧焊、電弧焊)存在 “加熱慢、溫度不均、焊縫強度低” 等問題,海瑞拓高頻焊機通過以下特性實現(xiàn)突破:
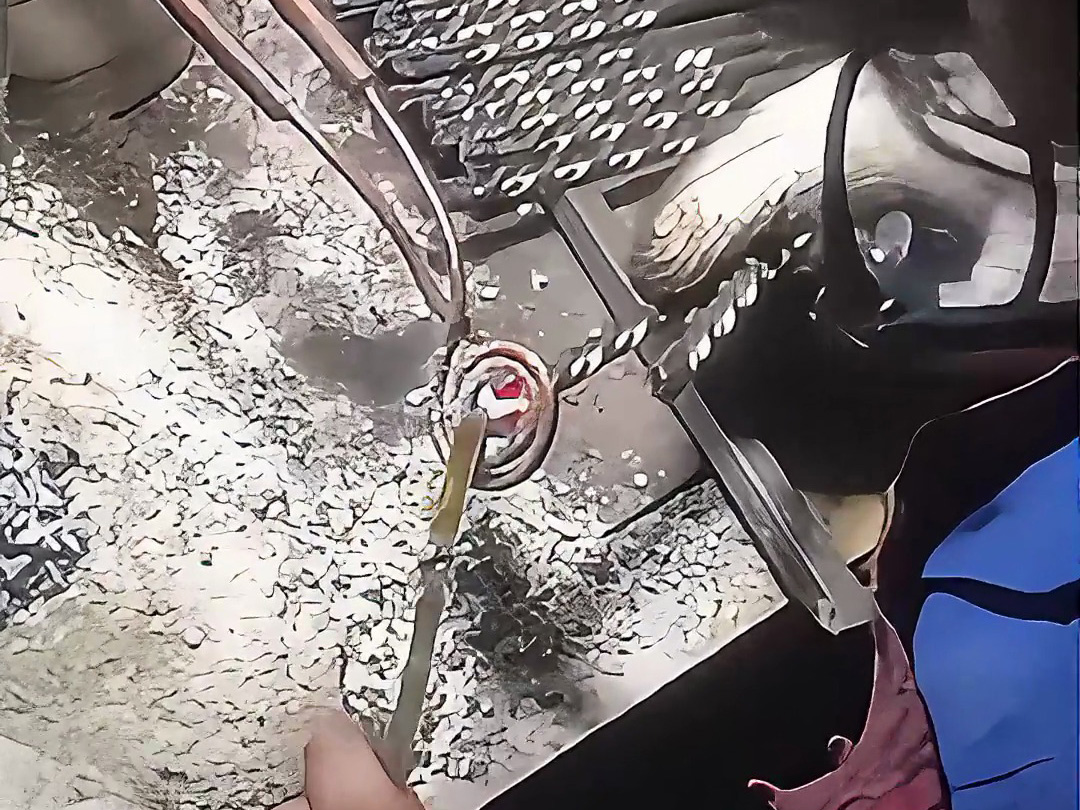
- 高頻感應聚焦加熱:采用 10-100kHz 高頻電流,通過定制 “U 型”“針狀” 感應線圈,精準加熱鋸齒與基體的結(jié)合區(qū)(面積僅 5-10mm2),使焊料(銀銅釬料,熔點 650-800℃)在 3-5 秒內(nèi)快速熔融,較氧焊(20-30 秒 / 齒)效率提升 5 倍以上;
- 連續(xù)焊接能力:配合自動送料與旋轉(zhuǎn)機構(gòu)(如鋸片焊接時的圓周分度裝置),可實現(xiàn) “上料 - 定位 - 加熱 - 冷卻” 連續(xù)作業(yè),一片直徑 1 米的金剛石鋸片(含 50-80 個鋸齒)焊接僅需 15-30 分鐘,單班產(chǎn)能較傳統(tǒng)工藝提升 8 倍。
合金鋸齒(如硬質(zhì)合金)耐高溫性差(超過 850℃易脆化),鋼基體過度加熱會導致退火軟化(硬度從 HRC30 降至 HRC20 以下)。海瑞拓高頻焊機通過以下控制實現(xiàn)精準焊接:
- 閉環(huán)溫控系統(tǒng):紅外測溫儀實時監(jiān)測焊縫溫度(精度 ±3℃),PLC 自動調(diào)節(jié)高頻功率(5-30kW),確保焊料熔融(650-800℃)而合金鋸齒溫度≤800℃、鋼基體熱影響區(qū)≤0.5mm(避免性能下降);
- 局部加熱無擴散:高頻能量集中于焊縫區(qū),鋸齒與基體的熱擴散層≤0.05mm(傳統(tǒng)氧焊達 0.2-0.5mm),確保合金鋸齒保持原有硬度(HRC85-90)與耐磨性。
")
海瑞拓高頻焊機的合金鋸齒焊接能力,完美覆蓋各類鋸切工具制造需求:
- 應用場景:混凝土、石材切割用墻鋸片(直徑 500-2000mm)、金剛石圓鋸片;
- 核心需求:鋸齒耐高溫(切割時摩擦生熱達 500℃)、焊縫抗沖擊(避免崩齒);
- 高頻優(yōu)勢:采用銀銅釬料(熔點 750℃),焊接后焊縫耐高溫性優(yōu)異,在連續(xù)切割 30 分鐘后(鋸片溫度達 400℃),仍無鋸齒松動(脫落率≤0.1%)。
")
| 對比項 | 海瑞拓高頻焊機 | 氧焊 / 氣焊 | 電阻焊 |
|---|
| 焊接時間 | 3-5 秒 / 齒 | 20-30 秒 / 齒 | 5-8 秒 / 齒,但溫度難控 |
| 焊縫強度 | 350-400MPa,合格率≥99.5% | 200-250MPa,合格率≤90% | 250-300MPa,易產(chǎn)生虛焊 |
| 定位精度 | ≤0.05mm | ≥0.2mm(依賴人工) | ≤0.1mm,但熱影響區(qū)大 |
| 操作適配 | 可配合自動化生產(chǎn)線,單班產(chǎn)高 | 依賴熟練工,效率低 | 僅適合小型鋸齒,通用性差 |
")
海瑞拓高頻焊機通過對合金鋸齒焊接工藝的 “高效化、精準化、穩(wěn)定化” 升級,成為工具制造企業(yè)的核心裝備:它不僅解決了傳統(tǒng)焊接的 “效率低、強度差、精度不足” 問題,更適配了現(xiàn)代鋸切工具對 “大直徑、高轉(zhuǎn)速、長壽命” 的需求。對于追求產(chǎn)品質(zhì)量與生產(chǎn)效率的企業(yè)而言,海瑞拓高頻焊機是合金鋸齒焊接的 “理想選擇”,直接推動鋸切工具從 “能用” 向 “耐用、高效” 轉(zhuǎn)型。
|