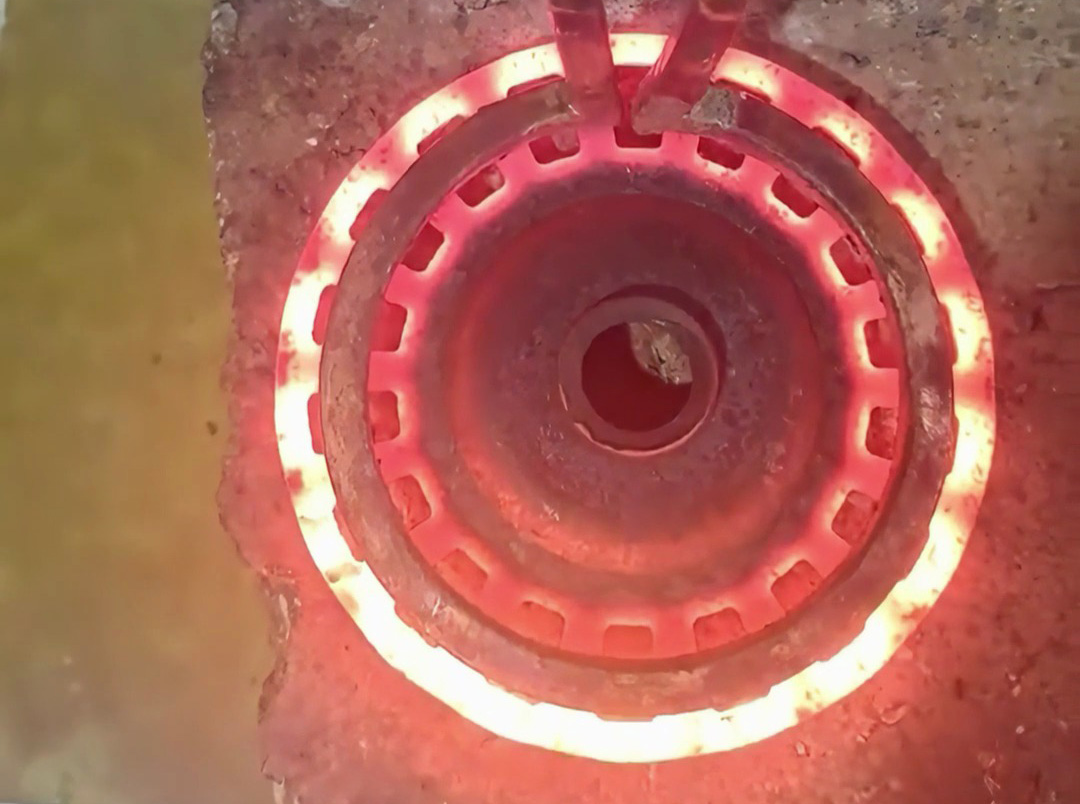
齒輪常用的表面淬火方法有火焰淬火、感應(yīng)淬火和接觸電阻加熱淬火等,此外還有先進(jìn)的激光淬火等。利用表面加熱淬火而得到表面硬化層后,齒輪的心部仍可以保持原來的顯微組織和性能不變,從而達(dá)到提高疲勞強度和耐磨性并保持心部韌性的優(yōu)良綜合性能。并可以節(jié)省能源、減小齒輪淬火畸變。
1.表面淬火的分類
見表1。(圖1)")
表1 表面淬火的分類
|
分類 |
工藝 |
|
|
粗分 |
細(xì)分 |
|
| 加熱時所具有的供熱方法 |
— |
感應(yīng)淬火、火焰淬火、鹽浴加熱淬火、電解液淬火、接觸電阻加熱淬火、激光淬火、電子束淬火、離子束淬火、高頻脈沖電流感應(yīng)淬火、太陽能加熱淬火等 |
|
能量密度 |
較低能量密度加熱 |
感應(yīng)淬火、火焰淬火、鹽浴加熱淬火、電解液淬火等 |
|
高能量密度加熱 |
激光淬火、電子束淬火、離子束淬火、接觸電阻加熱淬火、太陽能加熱淬火等 | |
|
能量來源 |
內(nèi)熱源加熱 |
感應(yīng)淬火、脈沖電流感應(yīng)淬火等 |
|
外熱源加熱 |
火焰淬火、鹽浴加熱淬火、電解液淬火、接觸電阻加熱淬火、激光淬火、電子束淬火、離子束淬火、太陽能加熱淬火等 | |
2.表面淬火齒輪的一般技術(shù)要求
1)表面淬火齒輪的技術(shù)要求見表2。
表2 表面淬火齒輪的技術(shù)要求
|
項目 |
小齒輪 |
大齒輪 |
說明 |
|
硬化層深度/mm |
(0.2~0.4)m① |
有效硬化層深度,按標(biāo)準(zhǔn)GB/T 5617—2005規(guī)定 |
|
|
齒面硬度HRC |
50~55 |
45~50或300~400HW |
如果傳動比為1∶1,則大小齒輪齒面硬度可以相等 |
|
表層組織 |
細(xì)針狀馬氏體 |
齒部不允許有鐵素體 |
|
|
心部硬度HBW |
調(diào)質(zhì):碳鋼265~280 合金鋼270~300 |
對某些要求不高的齒輪可以采用正火作為預(yù)備熱處理 |
|
①m為齒輪模數(shù)(mm)。
2)齒輪表面淬火硬化層分布形式、強化效果及應(yīng)用范圍
a、齒根不淬硬
(圖2)")
工藝方法:回轉(zhuǎn)加熱淬火法。
強化效果:齒面耐磨性提高;彎曲疲勞強度沒有多大影響,許用彎曲應(yīng)力低于該鋼材調(diào)質(zhì)后的水平。
|
高頻(包括 超音頻)淬火 |
中頻(2.5kHz、8kHz)淬火 |
火焰淬火 |
|
感應(yīng)處理齒輪直徑由設(shè)備功率決定;齒輪寬度10~100mm;m≤5mm |
處理齒輪直徑由設(shè)備功率決定,齒輪寬度35~150mm;個別可達(dá)400mm;m≤10mm |
齒輪直徑可達(dá)450mm;專用淬火機床;m≤6mm,個別情況可到m≤12mm |
注:m—齒輪模數(shù)(mm)。
b、齒根淬硬
工藝方法:回轉(zhuǎn)加熱淬火法。
強化效果:齒面耐磨性及齒根彎曲疲勞強度都得到提高;許用彎曲應(yīng)力比調(diào)質(zhì)狀態(tài)提高30%~50%;可部分代替滲碳齒輪。
|
高頻(包括 超音頻)淬火 |
中頻(2.5kHz、8kHz)淬火 |
火焰淬火 |
|
感應(yīng)處理齒輪直徑由設(shè)備功率決定;齒寬10~100mm;m≤5mm |
處理齒輪直徑由設(shè)備功率決定,齒輪寬度35~150mm,個別可達(dá)400mm;m≤10mm |
齒輪直徑可達(dá)450mm;m≤6mm,個別情況可到m≤10mm |
c、齒根淬硬
(圖4)")
工藝方法:單齒連續(xù)加熱淬火法。
強化效果:齒面耐磨性提高;彎曲疲勞強度受一定影響(一般硬化層結(jié)束于離齒根2~3mm處);許用彎曲應(yīng)力低于該鋼材調(diào)質(zhì)后的水平。
|
高頻(包括 超音頻)淬火 |
中頻(2.5kHz、8kHz)淬火 |
火焰淬火 |
|
齒輪直徑不受限制,m≥5mm |
齒輪直徑不受限制,m≥8mm |
齒輪直徑不受限制,m≥6mm |
d、齒根淬硬
(圖5)")
工藝方法:沿齒溝連續(xù)加熱淬火法。
強化效果:齒面耐磨性及齒根彎曲疲勞強度均提高;許用彎曲應(yīng)力比調(diào)質(zhì)狀態(tài)提高30%~50%;可部分代替滲碳齒輪。
|
高頻(包括 超音頻)淬火 |
中頻(2.5kHz、8kHz)淬火 |
火焰淬火 |
|
齒輪直徑不受限制,m≥5mm |
齒輪直徑不受限制,m≥8mm |
齒輪直徑不受限制,m≥10mm |
3)表面淬火齒輪的典型加工流程:坯料→鍛坯正火(或退火)→機械粗加工→調(diào)質(zhì)→機械半精加工(制坯)和制齒→表面淬火→低溫回火→機械精加工→成品。
聯(lián)系海瑞拓
第一時間了解我們的新產(chǎn)品發(fā)布和最新的資訊文章。 廣東海瑞拓自動化有限公司是一家專注于高端工業(yè)裝備研發(fā)、制造與銷售的高新技術(shù)企業(yè)。公司扎根于制造業(yè)底蘊深厚的廣東省,致力于為全球金屬加工及制造業(yè)客戶提供高效、精密、可靠的熱處理自動化解決方案。公司擁有強... 您有什么問題或要求嗎?
點擊下面,我們很樂意提供幫助。 聯(lián)系海瑞拓