傳動軸凸緣的使用,可以加強傳動軸的強度,另外利用其產(chǎn)生的振動,凸緣位置和大小,平衡活塞的振動,其工作過程中需要承受巨大的摩擦力,因此凸緣端面和外圓面需要較高的硬度、耐磨性和使用壽命。
問題的提出
本文以某汽車凸緣軸為例,針對其技術(shù)要求及淬火過程中存在的問題進行分析研究,提出一種凸緣類零件專用淬火感應(yīng)器及配用尺寸確定方法。
1. 凸緣零件結(jié)構(gòu)
凸緣零件結(jié)構(gòu)如圖1所示,其工作過程中外圓面和端面要承受較大的摩擦力,要求有較高的硬度和耐磨性,故此零件外圓面和端面需要進行淬火處理;該零件需淬火區(qū)域基本尺寸為:外圓直徑(φ1)為62mm,端面內(nèi)徑(φ2)為44mm,淬火外圓區(qū)域高度(H)為24mm。
2. 零件的技術(shù)要求
為提高凸緣外圓面和端面的硬度、耐磨性,設(shè)計要求該零件在臺階、外圓面、倒角、端面位置進行高頻淬火處理,要求淬火區(qū)硬度50~55HRC,硬化層深1.0~2.0mm,淬火層要求均勻連續(xù);對于端面的淬硬區(qū),由于端面內(nèi)孔處為花鍵,為避免花鍵淬火裂紋,要求端面徑向硬化區(qū)域為4~5mm。
3. 零件感應(yīng)淬火難點
感應(yīng)淬火具有節(jié)能、效率高等諸多優(yōu)點,但對于本文所述凸緣零件,在對其進行感應(yīng)淬火處理存在以下問題:
(1)尖角效應(yīng)難以避免
在實施感應(yīng)淬火時,凸緣外圓和端面之間倒角形成的外圓棱邊、端面棱邊,易出現(xiàn)尖角效應(yīng),尖角處的電流易出現(xiàn)密集,產(chǎn)生過熱或過燒現(xiàn)象,甚至產(chǎn)生淬火裂紋。
(2)感應(yīng)距離難以控制
在實際感應(yīng)淬火時,凸緣外圓和端面之間倒角所形成斜面的感應(yīng)距離不易控制,影響倒角處的淬火效果,而且影響淬火區(qū)域的淬火均勻性。
淬火感應(yīng)器的結(jié)構(gòu)設(shè)計
1. 技術(shù)方案
該凸緣類零件專用淬火感應(yīng)器如圖2所示,包括感應(yīng)器基體組件1、有效圈組件2、噴水圈組件3;三組件均為組焊件,其上的所有焊縫均為連續(xù)焊縫,焊后應(yīng)將毛刺清理干凈,并用0.6MPa壓力水進行試驗,不得有滲漏等缺陷;感應(yīng)器基體組件和有效圈組件通過焊接連接,噴水圈組件由螺栓聯(lián)接安裝在感應(yīng)器基體上。
器及配用尺寸確定方法(圖1)")
圖2 凸緣感應(yīng)器示意
1. 感應(yīng)器基體2. 有效圈3. 噴水圈
感應(yīng)器基體組件如圖3所示,包括接觸板1、導(dǎo)電板2、冷卻水管接頭3、冷卻水盒4、噴水圈安裝耳板5。接觸板和導(dǎo)電板相互垂直布置焊接連接,水盒焊接在導(dǎo)電板上,水盒上開孔后焊接管接頭,噴水圈安裝耳板垂直焊接在導(dǎo)電板上。基體組件為左右對稱結(jié)構(gòu),兩導(dǎo)電板中間布置絕緣墊板后通過螺栓聯(lián)接固定。感應(yīng)圈組件為分段式結(jié)構(gòu)(見圖3),包括上感應(yīng)圈6、過渡管7、下感應(yīng)圈8。感應(yīng)圈組件由方管制成,上下感應(yīng)圈均為一端圓弧,過渡管為一段螺旋上升的方管,兩端設(shè)置有接口,將上下感應(yīng)圈連接焊接后制成。
噴水圈組件(見圖3)包括固定板9、螺柱10、噴水圈11,固定板通過螺栓聯(lián)接安裝在感應(yīng)器基體上,再通過螺柱將噴水圈安裝在固定板上。
器及配用尺寸確定方法(圖2)")
圖3 感應(yīng)器結(jié)構(gòu)
1. 接觸板 2. 導(dǎo)電板 3. 冷卻水管接頭 4. 冷卻水盒 5. 噴水圈安裝耳板 6. 上感應(yīng)圈
7.過渡管 8. 下感應(yīng)圈 9. 固定板 10. 螺柱 11. 噴水圈
2. 配用尺寸確定方法
專用淬火感應(yīng)器的配用尺寸包括下感應(yīng)圈內(nèi)徑φ1'、上感應(yīng)圈內(nèi)徑φ2'和感應(yīng)圈高度H'的尺寸,如圖4所示,其配用尺寸確定的具體方法如下。
器及配用尺寸確定方法(圖3)")
器及配用尺寸確定方法(圖4)")
圖4 配用尺寸
(1)下感應(yīng)圈內(nèi)徑φ1'配用
尺寸確定 該尺寸依據(jù)需要實施感應(yīng)淬火的凸緣外圓直徑φD和按照感應(yīng)淬火工藝要求的外圓感應(yīng)間距λ1尺寸予以確定,即下感應(yīng)圈內(nèi)徑φ1'配用尺寸,應(yīng)按照以下公式予以確定
φ1'=φD+2λ1
(2)上感應(yīng)圈內(nèi)徑φ2'配用尺寸確定
該尺寸依據(jù)需要實施的感應(yīng)淬火的凸緣零件端面上內(nèi)孔直徑φd的尺寸和按照感應(yīng)淬火工藝要求的內(nèi)徑感應(yīng)間距λ2尺寸予以確定,即上感應(yīng)圈內(nèi)徑φ2'配用尺寸,應(yīng)按照以下公式予以確定
φ2'=φd-2λ2
(3)感應(yīng)圈高度H'配用尺
寸確定 該尺寸依據(jù)需要實施感應(yīng)淬火的凸緣外圓高度H的尺寸,以及采用的感應(yīng)圈方管高度a、按照感應(yīng)淬火工藝要求的凸緣端面距感應(yīng)圈的間距λ3和凸緣外圓底部距感應(yīng)圈豎直間距λ4予以確定,即感應(yīng)圈高度H'配用尺寸,應(yīng)按照以下公式予以確定
H'=H +a +λ3+λ4
本文所述的凸緣零件的外圓直徑φD為62mm,內(nèi)孔直徑φd為44mm,凸緣外圓高度H為24mm。
依據(jù)感應(yīng)淬火工藝要求,凸緣外圓到下感應(yīng)圈之間間距λ1為3mm,凸緣端面上的內(nèi)孔直徑距上感應(yīng)圈內(nèi)徑間距λ2為1mm,需感應(yīng)淬火凸緣端面距感應(yīng)圈間距λ3為3mm,凸緣外圓底部距感應(yīng)圈豎直間距λ4為2mm,感應(yīng)圈方管高度a為12mm。
依據(jù)上述情況,確定所使用淬火感應(yīng)器的配用尺寸如下:
器及配用尺寸確定方法(圖5)")
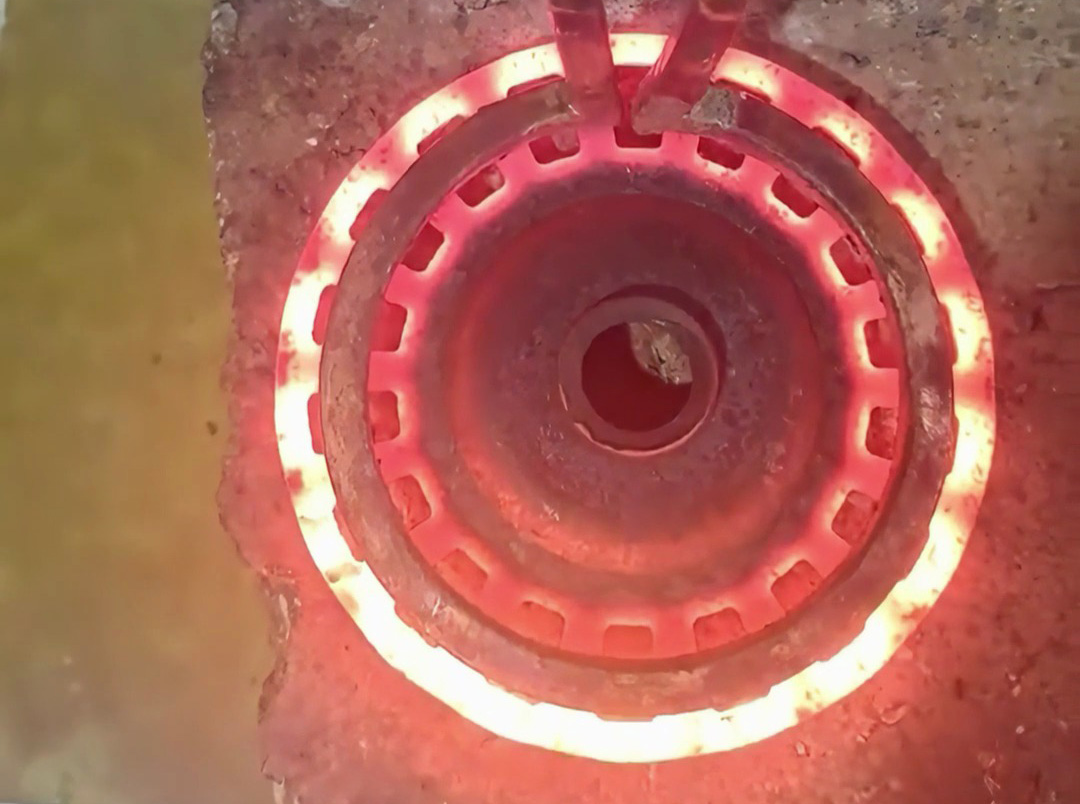
3. 感應(yīng)淬火工藝試驗結(jié)果
試驗件按照要求工藝,并使用按上述方式設(shè)計及制作的感應(yīng)器進行感應(yīng)熱處理后,經(jīng)過磁粉探傷后未發(fā)現(xiàn)裂紋等缺陷,對完成淬火工作的凸緣零件進行了硬度、金相檢測,結(jié)果全部符合要求,其中淬火區(qū)硬化深度情況如圖5所示。
器及配用尺寸確定方法(圖6)")
圖5 淬火區(qū)硬化深度檢驗結(jié)果
上述結(jié)果表明,本文所述的“凸緣類零件專用淬火感應(yīng)器及配用尺寸確定方法”,可以滿足其對淬火工藝的要求,且收到了良好的效果。
試驗結(jié)果分析
(1)淬火生產(chǎn)效率提升
該淬火感應(yīng)器通過采用分段式的感應(yīng)圈設(shè)計,可同時加熱凸緣零件端面、外圓面,使得凸緣可以一次完成淬火工作,提升了感應(yīng)加熱效率。
(2)淬硬層連續(xù)
該感應(yīng)器通過采用配用尺寸確定方法,解決了淬火感應(yīng)器與零件配用尺寸的問題,保證了零件各個要求淬火位置加熱均勻,使淬硬層均勻連續(xù)。
結(jié)語
凸緣零件端面與外圓面之間存在倒角、棱邊,是該感應(yīng)器的設(shè)計難點,為實現(xiàn)其淬火要求,淬火感應(yīng)器的設(shè)計及配用尺寸的確定采用以下措施:
(1)在有效圈的設(shè)計方面,采用矩形管制作感應(yīng)器有效圈,設(shè)計為分段式結(jié)構(gòu),實現(xiàn)同時加熱外圓面和端面。
(2)通過配用尺寸確定的方法,確定有效圈各尺寸,有效地保證了零件的淬火質(zhì)量,收到了良好的淬火效果。
(3)該淬火感應(yīng)器,構(gòu)思新穎,結(jié)構(gòu)合理,應(yīng)用可靠,且配用方法簡單可行,易于實施,具有很好的實用價值。
單位:洛陽法拉地感應(yīng)設(shè)備有限公司
來源:《金屬加工(熱加工)》雜志
聯(lián)系海瑞拓
第一時間了解我們的新產(chǎn)品發(fā)布和最新的資訊文章。 廣東海瑞拓自動化有限公司是一家專注于高端工業(yè)裝備研發(fā)、制造與銷售的高新技術(shù)企業(yè)。公司扎根于制造業(yè)底蘊深厚的廣東省,致力于為全球金屬加工及制造業(yè)客戶提供高效、精密、可靠的熱處理自動化解決方案。公司擁有強... 您有什么問題或要求嗎?
點擊下面,我們很樂意提供幫助。 聯(lián)系海瑞拓