①在中頻加熱前,對工件進(jìn)行加熱(爐內(nèi)或感應(yīng)加熱),使工件加厚。
②采用較小的比功率,可以延長加熱時(shí)間,但比功率過小,加熱時(shí)間過長,不會使硬化層加深(純表面式加熱)。
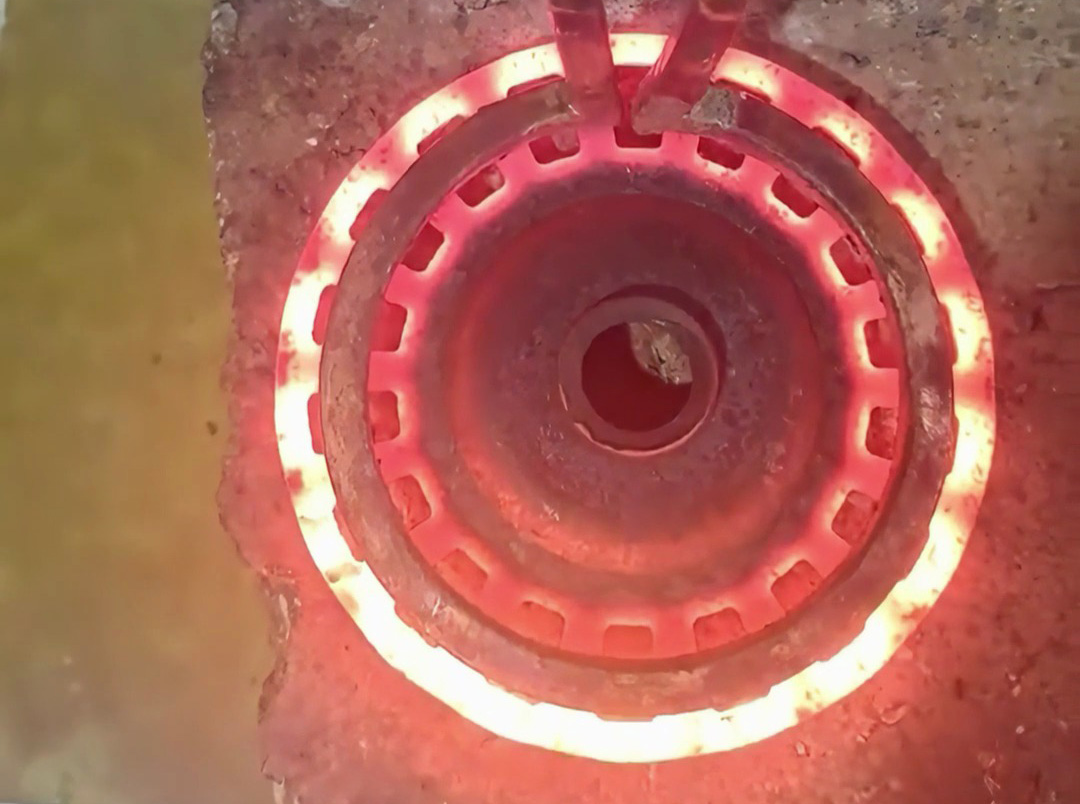
淬火設(shè)備")
③提高中頻感應(yīng)淬火裝置的效率,減小感應(yīng)器與工頭之間的間隙,提高比功率,可以適當(dāng)降低硬化層深度,適當(dāng)降低比功率,增加間隙,延長時(shí)間,使工件表面的非熱狀態(tài)下,硬化層加厚。
淬火")
④模數(shù)較小的齒輪,沿齒廓的仿形強(qiáng)化有困難,可用低淬透性釩(如55DT1.60DTi等)。
若工件尺寸較大,設(shè)備功率不足,應(yīng)考慮連續(xù)順序加熱淬火,盡可能減小中頻感應(yīng)淬火設(shè)備的內(nèi)表面積,以增加比功率。與此同時(shí),還要采取預(yù)熱措施。
|聯(lián)系海瑞拓
第一時(shí)間了解我們的新產(chǎn)品發(fā)布和最新的資訊文章。 廣東海瑞拓自動化有限公司是一家專注于高端工業(yè)裝備研發(fā)、制造與銷售的高新技術(shù)企業(yè)。公司扎根于制造業(yè)底蘊(yùn)深厚的廣東省,致力于為全球金屬加工及制造業(yè)客戶提供高效、精密、可靠的熱處理自動化解決方案。公司擁有強(qiáng)... 您有什么問題或要求嗎?
點(diǎn)擊下面,我們很樂意提供幫助。 聯(lián)系海瑞拓