海瑞拓中頻淬火設備廠認為,內(nèi)齒圈的均勻度和定位方式對淬火變形有一定影響。
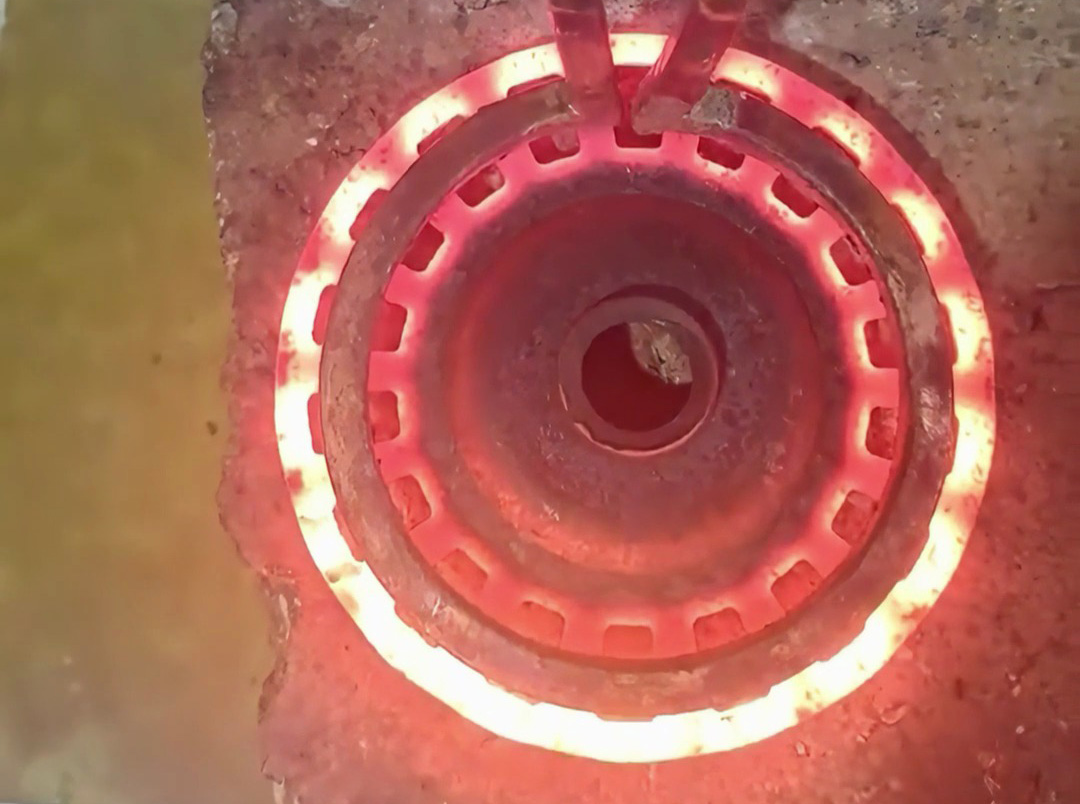
中頻淬火設備廠在對內(nèi)齒圈進行感應加熱時,在裝配孔附近會出現(xiàn)溫度偏高的現(xiàn)象,這種溫度差導致淬火后相應裝配孔上L的M值收縮量為0.50mm左右,較其它部位增大,同時容易產(chǎn)生齒根指向孔邊緣的淬火裂紋。

中頻淬火設備廠的內(nèi)齒圈采用下端與外圓同時定位的方式。當當前端面定位接觸面積較大時,定位接觸部位的齒面加熱溫度比上端面及其它部位低,同時由于熱膨脹作用,外圓定位部位在感應加熱過程中對內(nèi)圓外圓產(chǎn)生壓力。以上兩個因素導致淬火后,M值出現(xiàn)在表5-26和表5-27中,其中包括錐度和橢圓形變。圓錐變形表現(xiàn)為內(nèi)齒圈上、下兩個端面測量的M值差在0.06~0.12mm之間,橢圓變形表現(xiàn)為M值一周與小值之間的差異(以下簡稱M值差異)大于0.10mm。

針對上述問題,中頻淬火設備廠通過試驗,將組孔加工工序安排在感應淬火后,同時采用自動伸縮定位夾具,使工件始終處于柔性定位狀態(tài),并將面接觸定位改為點接觸定位。通過以上三項工藝措施,提高了內(nèi)齒圈加熱溫度的均勻性和受力狀態(tài),有效地控制了淬火后M值的變化,平均收縮率在0.15~0.30mm,消除了錐度和橢圓變形。
|聯(lián)系海瑞拓
第一時間了解我們的新產(chǎn)品發(fā)布和最新的資訊文章。 廣東海瑞拓自動化有限公司是一家專注于高端工業(yè)裝備研發(fā)、制造與銷售的高新技術企業(yè)。公司扎根于制造業(yè)底蘊深厚的廣東省,致力于為全球金屬加工及制造業(yè)客戶提供高效、精密、可靠的熱處理自動化解決方案。公司擁有強... 您有什么問題或要求嗎?
點擊下面,我們很樂意提供幫助。 聯(lián)系海瑞拓